

نحوه کار دستگاه جوش آرگون چگونه است؟ توسط فروشگاه اینترنتی کالای ساختمانی ارائه شده است. فایل آموزش جوش آرگون pdf در انتهای مقاله برای شما گذاشته شده است. هدف این مقاله پاسخ به این سوال که جوش آرگون چیست؟ می باشد . فروش اینترنتی بهترین دستگاه جوش اینورتر انواع ابزارآلات برقی و دستی ، دستگاه جوش آرگون، انواع دستگاه جوش استاندارد آموزش جوشکاری آرگون را به طور جامع شرح می دهد. شما میتوانید دستگاه جوش ارزان و نو را به قیمت دستگاه جوش دست دوم تهیه نمایید.
نحوه انجام فرآیند آرگون
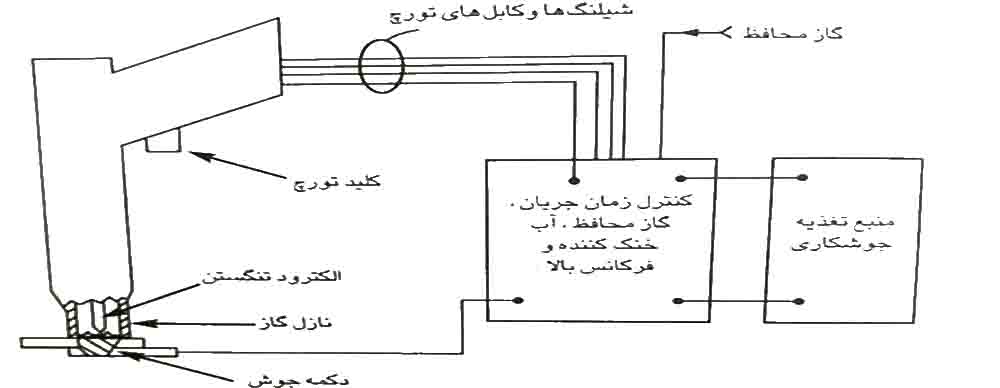
همان طور که در شکل مشاهده می کنید جوشکاری آرگون فرآیندی است که در آن یک الکترود تنگستن داخل تورچ استفاده می شود . گاز محافظ سبب محافظت از الکترود های در حوضچه جوش مذاب و سیم جوش در حال انجماد درآلودگی هوا و جذب ناخالصی ها می شود. قوس الکتریکی توسط مسیری از جریان الکتریکی از میان گاز محافظ رسانا و یونیزه ، ایجاد می گردد. قوس بین نوک الکترود و قطعه کار پدید می آید . گرمای تولید شده توسط قوس، فلز پایه را ذوب می کند. هنگامیکه قوس و حوضچه جوش تشکیل شدند، تورچ در امتداد اتصال ، حرکت داده می شود و قوس نیز سطح تماس را ذوب می کند. اگر از سیم جوش فلز پرکننده استفاده شود، معمولا آنرا به لبه جلویی حوضچه جوش اضافه می کنند تا منافذ اتصال پر شوند. مطابق شکل ۱مقاله نحوه کار دستگاه جوش آرگون چگونه است؟ تمام فرآیندهای GTAW شامل چهار قسمت اصلی می باشند که عبارتند از:
۱. تورچ
٢. الکترود
٣. منبع تغذیه
۴. گاز محافظ
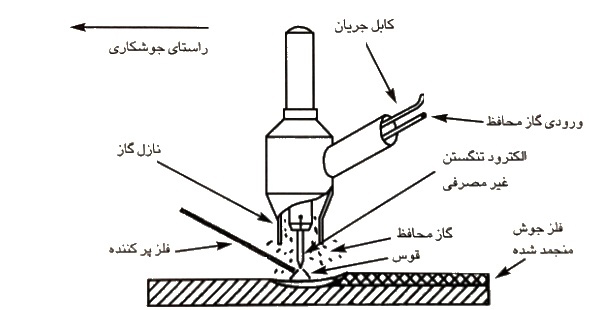
شکل 1: فرآیند جوش آرگون
مربوط به فرآیند جوش آرگون
مزایای فرآیند موارد زیر، از مزایای فرآیند GTAW می باشند
١. کیفیت جوشکاری در این فرآیند، در حد عالی و معمولا بدون هرگونه نقصی می باشد.
٢. در این فرآیند، هیچگونه پاشش که معمولا در سایر فرآیندهای قوسی مشاهده می شوند، وجود ندارد.
٣. این فرآیند، بسته به مورد مصرف، می تواند با سیم جوش مصرف شدنی یا بدون آن اجرا شود.
۴. امکان کنترل پاس ریشه در حد عالی، در این فرآیند مهیاست.
۵. این فرآیند توانایی جوشکاری بی واسطه (جوشکاری دو جسم با ذوب لبه های آنها بدون سیم جوش، به کمک تورچ یا جریان برق و فشردن لبه ها به هم با کمترین هزینه را دارا می باشد.
۶.از منابع تغذیه نسبتا ارزانی در این فرآیند استفاده میشود.
7- این فرآیند، می توان روی متغیرات جوشکاری، کنترل دقیقی اعمال نمود. .
8-تقریبا هر نوع فلزی، حتى اتصالاتی با فلزات ناهمگون را میتوان توسط این فرآیند جوشکاری نمود.
9- در این فرآیند می توان منبع حرارتی و سیم جوش اضافه شده را مستقلا کنترل نمود.
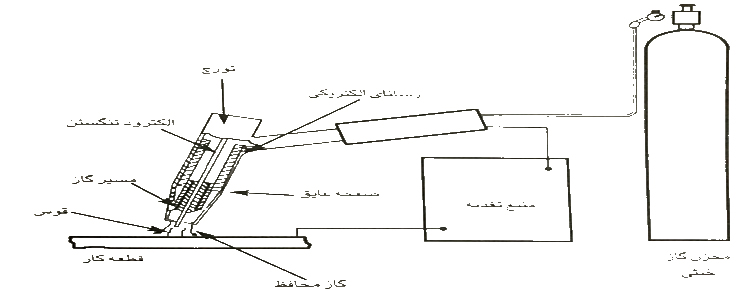
شکل ٢: تجهیزات جوشکاری دستگاه جوش آرگون
محدودیت های فرآیند
موارد زیر، از جمله محدودیت های فرآیند GTAW می باشند .
1-در مقایسه با فرآیندهای جوشکاری قوسی که از الکترود مصرفی استفاده می کنند، نرخ رسوب در این فرآیند پائین است.
٢. در مقایسه با فرآیند GMAW (جوشکاری قوسی تحت پوشش گاز محافظ ) یا فرآیند SMAW (جوشکاری قوسی با الکترود روکش دار)، در جوشکاری های دستی GTAW، جوشکار باید مهارت و هماهنگی بیشتری با فرآیند داشته باشد.
٣. در مورد قطعات ضخیم، با ضخامت بیش از 5 اینچ (۱۰ میلیمتر)، این فرآیند نسبت به سایر فرآیندهای قوسی با الکترود مصرفی، از توجیه اقتصادی کمتری برخوردار است.
۴. در محیطهایی که کوران هوا در آن جریان دارد، حفاظت از منطقه کاردستگاه جوش آرگون بسیار مشکل است.
مشکلات بالقوه این فرآیند هنگام کار با دستگاه جوش آرگون نیز عبارتند از:
١. اگر جوشکار به الکترود تنگستن اجازه دهد که حوضچه جوش را لمس کند، آنگاه آخالهای تنگستن (ورود تنگستن – ذرات غیرفلزی مانند سرباره که بعلت انجماد سریع یا مهارت کم جوشکار واردجوش می شوند)پدید می آیند.
٢. اگر گاز محافظ به خوبی از سیم جوش محافظت نکند، امکان جذب ناخالصی توسط فلز جوش وجود دارد.
٣. سیم جوش یا فلز پایه، دارای قدرت تحمل کمتری در مقابل جذب آلودگی ها و ناخالصیها می باشد.
۴. احتمال ایجاد تخلخل یا آلودگی، بدلیل نشت مواد خنک کننده از مشعل های آب خنک زیاد است.
۵. مانند سایر فرآیندها، احتمال شکست یا انحراف قوس، وجود دارد.

متغیرات فرآیند
متغیرات اولیه در فرآیندGTAW عبارتند از:
ولتاژ قوس (طول قوس)، جریان جوشکاری، سرعت حرکت ، و گاز محافظ مقدار انرژی تولیدی توسط قوس، با جریان و ولتاژ جوشکاری متناسب است و مقدار انرژی انتقال یافته در واحد طول جوش ، با سرعت حرکت نسبت معکوس دارد. قوس هلیم بیشتر از قوس آرگون نفوذ میکند و از آنجا که این تغییرات دارای اثرات و روابط متقابل پیچیده ای با هم هستند، غیرممکن است که در برقراری یک فرآیند جوشکاری با ساخت اتصالات خاص، هر یک از آنها را بطور مستقل کنترل نمود.
جریان قوس
بطور کلی، کنترل جریان قوس، بصورت نمایی و مستقیم ، نفوذ جوش را کنترل می کند. جریان قوس روی ولتاژ نیز تأثیر دارد.
به همین ترتیب طول قوس نیز تحت تاثیر جریان قرار دارد . به همین خاطر برای حفظ طول قوس ثابت، لازم است که ولتاژ، متناسب با جریان تنظیم شود.
انتخاب جریان الکتریکی، تا حد زیادی به فلز جوش بستگی دارد . این جریان الکتریکی می تواند مستقیم یا متناوب باشد.
در حالت DCEN و مخصوصا هنگامیکه از هلیم، بعنوان گاز محافظ استفاده می شود، نفوذ عمیق و سرعت جوشکاری بالا، حاصل می شود. در جوشکاری مکانیزه عموما گاز انتخابی، هلیم است.
جریان متناوب، باعث ایجاد عملیات تمیزکاری کاتدی (پخش پودری می شود که اکسیدهای نسوز را از سطح اتصالات آلومینیم می زداید.
و پیرو آن جوشکاری با کیفیت عالی انجام خواهد شد. از آنجائیکه عملیات پخش پودری توسط هلیم صورت نمی پذیرد.
لذا در این مورد از آرگون باید برای محافظت استفاده نمود.
در جوشکاری های دستی با جریان مستقیم یا متناوب عموما آرگون، گاز انتخابی میباشد. گزینه سومی نیز وجود دارد:
استفاده از جریان مستقیم با الکترود مثبت. (DCEP) از این قطبیت به ندرت استفاده می شود.
چون الکترود را بیش از حد گرم می کند.
در قسمتهای بعدی اثرات قطبیت را به تفصیل در هنگام کار با دستگاه جوش آرگون بررسی خواهیم کرد.

دستگاه جوش آرگون : ولتاژ قوس
معمولا به ولتاژ اندازه گیری شده بین الکترود تنگستن و قطعه کار، ولتاژ قوس گفته می شود. ولتاژ قوس تا حد بسیار زیادی به عوامل زیر بستگی دارد ١. جریان قوس ۲. شکل مجرای الکترود تنگستن 3. فاصله بین کار و الکترود تنگستن4. نوع گاز محافظ : ولتاژ قوس توسط اثرات سایر متغیرات، تغییر می کند .و تنها به این خاطر که است در فرآیند های مختلف استفاده می شود. از آنجا که سایر متغیرات مانند گاز محافظ ،الکترود و جریان، از قبل تعریف شده اند، ولتاژ قوس، وسیله ای مهم در فرایند است که نمایش دادن آن نیز بسیار مشکل است طول قوس در این فرآیند از آنجا دارای اهمیت بسیار است که روی عرض حوضچه ی جوش اثر می گذارد. عرض حوضچه جوش با طول قوس متناسب است، بنابراین، در بیشتر کاربردها، غیراز مش ورق ، طول قوس مطلوب تا حد امکان کوتاه است؛ البته اگر قوس خیلی کوتاه باشد، امکان دارد بین الکترود با حوضچه یا سیم جوش، اتصال کوتاه (اتصالی) ایجاد شود. در جوشکاری های مکانیزه ، استفاده از گاز محافظ هلیم، نیروی DCEN (الکترود منفی با جریان مستقیم ) و یک جریان نسبتا قوی ، امکان غوطه ور کردن مجرای الکترود زیر سطح صفحه وجود دارد. متعاقب این کار، نفوذی عمیق و جوش هایی نازکتر در سرعت هایی بالا، بوجود می آیند. به این تکنیک قوس پنهان (Buried Arc) گفته می شود. هنگامیکه از ولتاژ قوس برای کنترل طول قوس استفاده می شود، باید مراقب سایر متغیراتی که روی ولتاژ قوس تأثیر منفی دارند نیز باشیم. آلودگی گاز محافظ و الکترود، تغذیه نامناسب سیم جوش، تغییر دما در الکترود و فرسایش الکترود از جمله عوامل تأثیرگذار روی ولتاژ قوس می باشند. در جوشکاری مکانیزه ، جهت حفظ ولتاژ مطلوب، طول قوس باید تحت کنترل باشد.

دستگاه جوش آرگون :سرعت حرکت
سرعت حرکت روی عرض و نفوذ جوش قوس تنگستن اثر مستقیم دارد. لیکن اثر سرعت حرکت روی پهنه جوش ، قابل توجه تر از تأثیر آن روی نفوذ جوش می باشد. بعلت تأثیر سرعت حرکت روی هزینه های کار، این عامل دارای اهمیت زیادی در فرآیند است. سرعت حرکت بهمراه سایر متغیرات تاثیر فراوانی بر شکل و طرح مطلوب جوش دارد. در سایر کاربردها، سرعت حرکت یک متغیر وابسته است که جهت رسیدن به کیفیت بالا و ایجاد و همگون در جوشکاری، در کنار سایر ملزومات، باید مقدار مناسب آن انتخاب گردد. سرعت در جوشکاری های مکانیزه ، معمولا متناسب با سایر متغیرات مانند جریان یا ولتاژ جوشکاری تثبیت می شود تا کنترلی ثابت روی جوشکاری اعمال گردد.
در جوشکاری های دستی، شیوه اضافه شدن سیم جوش به حوضچه جوش، تابعی است . تغذیه سیم جوش پاسهای مورد نیاز و شکل نهایی جوش . در جوشکاری های ماشینی و اتوماتیک، سرعت تغن جوش ، مقدار رسوب سیم جوش در واحد طول جوشکاری را تعریف می کند. کاهش سرعت تغذیه سیم جوش، نفوذ را افزایش داده و شکل درز را مسطح تر می نماید صورتیکه تغذیه سیم جوش با سرعت بسیار پائین باعث ایجاد سوختگی در کناره جوش، ایجاد تری در خط مرکزی جوش و کامل پر نشدن درزهای اتصال می گردد. افزایش سرعت تغذیه سیم جوش نفوذ جوشکاری را کاهش داده و باعث ایجاد درز جوش محدب می گردد.

دستگاه جوش آرگون: شیوه های استارت قوس
خراشیدن یا استارت با اتصال
تورچ را توسط انرژی منبع تغذیه و همراه گاز محافظ جاری شده از سر بوری گازی ، رو به پایین و ب سمت قطعه کار حرکت می دهیم تا زمانیکه الکترود تنگستن با قطعه کار اتصال برقرار کند. سپس می بایست برای ایجاد قوس، سریعه الکترود تا فاصله کوتاهی عقب کشیده شود. مزیت این روش برقراری قوس، سهولت اجرایی آن در هر دو فرآیند دستی و ماشینی است اما محدودیت آن نیز تمایل الکترود به چسبیدن به قطعه کار است که سبب آلودگی الکترود و انتقال الکترود تنگستن با قطعه کار می شود.
استارت فرکانس بالا( HF)
از این شیوه در منابع تغذیه ac یا dc و برای انواع کاربردهای اتوماتیک یا دستی می توان استفاده کرد. ژنراتورهای فرکانس بالا معمولا یک نوسانگر جرقه گیر دارند که ولتاژ ac قوی خروجی را به فرکانس های رادیویی که با مدار جوشکاری به حالت سری بسته شده اند، وارد می کنند. نمای مدار را در شکل ٣ می بینید. این ولتاژ قوی، گاز میان الکترود و قطعه کار را یونیزه می کند . سپس گاز یونیزه نیزجریان جوشکاری را انتقال می دهد و سبب ایجاد قوس می گردد. از آنجا که امواج رادیویی ژنراتورهای فرکانس بالا ممکن است به تجهیزات کامپیوتری، الکترونیکی و رادیویی آسیب برسانند، لذا هنگام استفاده از این حالت ، نکات ایمنی را رعایت کنید . کاربر باید از دستورالعمل های کارخانه سازنده برای نصب مناسب تجهیزات و استفاده از این تکنیک پیروی کند.
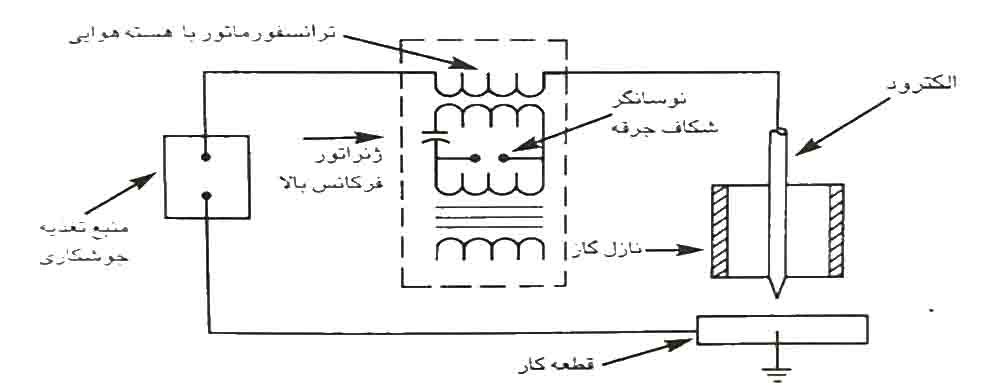
شکل3: نمای مدار
استارت پالس
استفاده از یک ولتاژ قوی پالس بین الکترود تنگستن و گاز، گاز محافظ را یونیزه نموده و باعث ایجاد قوس می گردد. معمولا از این روش در جوشکاری های ماشینی با منبع تغذیه dc استفاده می شود.
استارت قوس پیلوت (قوس کمکی)
استارت قوس پیلوت در منابع تغذیه dc مورد استفاده قرار میگیرد. قوس پیلوت بین الکترود جوشکاری و نازل تورچ ایجاد می شود. این قوس، گاز یونیزه موردنیاز برای ایجاد قوس اصلی را تهیه می کند .شکل زیر این قوس از یک منبع تغذیه کمکی کوچک انرژی می گیرد و با فرکانس بالا ایجاد می شود. “قوس پیلوت”، قوسی است با شدت کم برای استارت قوسی اصلی.
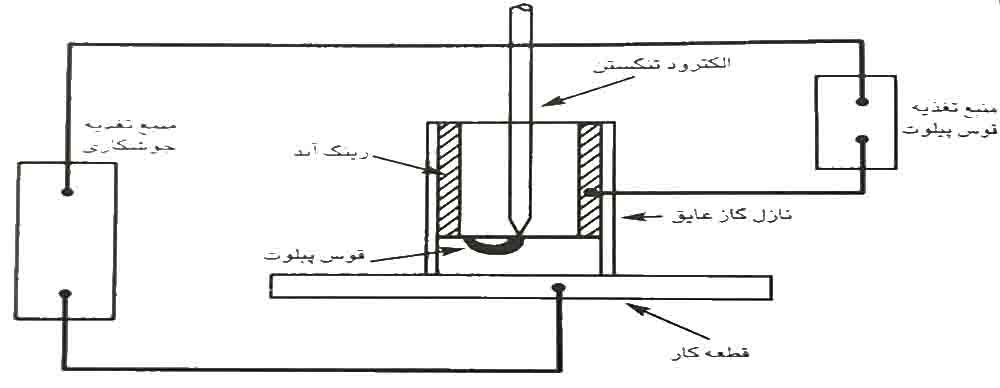
شکل 4:استارت قوس پیلوت
تکنیکهای GTAW در آموزش جوشکاری آرگون
جوشکاری دستی ، در فرآیند GTAW، به معنای کنترل تمام توابع فرآیند جوشکاری توست انسان است. این توابع شامل تغییر وضعیت الکترود، کنترل سیم جوش ها، جریان جوشکاری سرعت انتقال و طول قوس می باشد.
تجهیزات جوشکاری دستی
علاوه بر منبع تغذیه و منبع گاز محافظ مناسب، سایر تجهیزات فرآیند دستی GTAW، عبارتند از تورچ جوشکاری، شیلنگ ها و رساناهای الکتریکی، پدال پایی (یا سوئیچ روی تورچ) برای کنترل سطح جریان در طول جوشکاری و کنترل جریان گاز
تکنیک های جوشکاری دستی
تکنیک های جوشکاری دستی را در زیر مشاهده می کنید.وقتی قوس ایجاد شد،الکترود در یک حالت مدور حرکت می کند تا حوضچه جوش ایجاد شود.
سپس تورچ در زاویه ۱۵ درجه نسبت به خط عمود قرار می گیرد .
در طول اتصال حرکت می کند تا بانوی کند. اگر از سیم جوش استفاده می شود، آن نیز به لبه جلویی حوضچه اضافه و الکترود گیر و مفتول جوشکاری باید به آرامی و به سمت جلو حرکت کنند تا مفتول شکاری داغ شود. جوش های منجمد شده نباید در معرض هوا قرار گیرند.
چرا که ممکن است منطقه فلز جوش و منطقه متأثر از گرمای جوشکاری آلوده شوند.
بطور کلی یک پوشش از گاز محافظ مانع از در معرض هوا قرار گرفتن کار می شود.

دستگاه جوش آرگون: جوشکاری ماشینی
جوشکاری ماشینی با تجهیزاتی که روند جوشکاری را تحت نظر مستقیم و کنترل اپراتور انجام می دهند، صورت می گیرد. تجهیزات ممکن است قطعه کار را باردار یا بی بار کنند. در جوشکاری ماشینی GTAW، کنترل بیشتری روی سرعت انتقال و حرارت ورودی قطعه کار اعمال می شود. قیمت بالای تجهیزات ماشینی را میتوان با کیفیت بالای کار توجیه کرد. تجهیزات GTAW ماشینی، انواع مختلفی دارند. از تنظیم کننده های الکترود یا برنامه های جوشکاری ساده تا سیستم های پیچیده جوشکاری لوله ها و مجاری اربیتالی. سیستم های برنامه ریز جوش در یک کنترل مدار باز کار می کنند.
متغیرات هم از قبل تنظیم شده اند و نیازی نیست برای بهبود کیفیت جوشکاری آنها را تغییر داد.
برنامه ریزها بصورت اتوماتیک جوشکاری را آغاز می کنند و به اتمام می رسانند و با یک برنامه ریزی قبلی مرحله به مرحله در طول کار پیش می روند.
اما تولرانس قطعات باید کنترل شوند و اتصالات باید قوی باشند تا بخش های اتوماتیک دستگاه در حین کار با حرکت های ناخواسته قطعات مواجه نگردند.
قطعات دقیق و اتصالات قوی باعث بالا رفتن هزینه تولید می شوند .
اما برنامه دهنده های جوشکاری معمولا قیمت کمتری از کنترل های پیچیده و غلط انداز اتوماتیک دارند.

دستگاه جوش آرگون :جوشکاری نیمه اتوماتیک
جوشکاری نیمه اتوماتیک به فرآیندی اطلاق می شود که تنها تغذیه سیم جوش بصورت اتوماتیک کنترل می شود و پیشروی تورچ بصورت دستی کنترل می شود. سیستم های جوشکاری نیمه اتوماتیک GTAW در سال ۱۹۲۵ معرفی شدند اما از آنها تنها در کاربردهای خاصی استفاده می شود.
جوشکاری اتوماتیک
جوشکاری با وسایل و تجهیزاتی که عملیات جوشکاری را بدون اعمال کنترل و تنظیم جوشکار انجام می دهند، جوشکاری اتوماتیک نام دارد.
این تجهیزات ممکن است قطعه کار را باردار یابی بار کنند و یا اینکار را انجام ندهند.
در فرآیند اتوماتیکGTAW قطعات بصورت اتوماتیک باردار و سپس تخلیه می شوند.
برخی سیستم های جوشکاری اتوماتیک مدرن گاهی به آنها کنترل بازخورد ( feedback) یا سیستم های تطبیقیadaptive) ) نیز گفته می شود، برپایه اطلاعاتی که در طول جوشکاری بدست می آورند.
در برخی متغیرات جوشکاری اصلاحاتی صورت می دهند.
هدف ، ایجاد جوش با کیفیت مناسب با اعمال تغییرات در شرایط جوشکاری می باشد.
تنظیمات اتوماتیکی که در هر یک از متغیرات جوشکاری مانند جریان قوس یا ولتاژ قوس صورت می پذیرد.
با کنترل یک خصوصیت جوش، مثل عرض حوضچه جوش انجام می گیرد.
انواع سیستم های کنترل بازخوردی برای هدایت الکترود و پر کردن ثابت اتصال نیز موجود هستند.
جوشکاری قوسی نقطه ای
جوشکاری نقطه ای GTAW، اغلب بصورت دستی و با یک الکترود گیر طپانچه ای شکل دارای بی نازل گازی آب خنک ، یک الکترود تنگستن که با نازل گازی هم مرکز است و یک سوئیچ ماشه ای برای کنترل فرآیند انجام می گیرد. (شکل 5) انواع الکترودگیر مخصوص کاربردهای اتوماتیک نیز در بازار موجود هستند. نازل ها، برای داشتن تناسب با قطعات مورد جوشکاری، در طرح های متنوعی عرضه شده اند. می توان از وسایل لبه گذاری برای جلوگیری از تغییر فاصله مکان جوشکاری قوسی نقطه ای تا لبه قطعه کار استفاده نمود. اما جوشکاری قوس نقطه ای می تواند با جریان ac یا DCEN انجام شود. بخاطر سیکل های نسبتا پیچیده فرآیند معمولا از کنترل های برنامه ریز اتوماتیک استفاده می شود . کنترل ها بصورت اتوماتیک، جریان آب و گاز پیش از جوشکاری، استارت قوس، زمان برقراری قوس و جریان آب و گاز بعد از جوش را برقرار می کنند. نفوذ با تنظیم میزان و زمان برقراری جریان الکتریکی تنظیم می شود. در برخی موارد، جریان چند پالسه به یک جریان پالس ثابت و طولانی ترجیح داده می شود. با استفاده از تایمرهای دقیق، بررسی جریان و الکترودهای تنگستن که نوکهای کاملا سخت دارند می توان بروز تغییر در استحکام جوش، قطر دانه های فلزی و نفوذ جوش را به حداقل رسانید. وجود یک نقطه ذوب شده زیر قطعه کار پایینی نشانه ای خوب از انجام رضایتبخش جوشکاری قوسی نقطه ای است.
شکل 5: جوشکاری قوسی نقطه ای
کیفیت جوش ناپیوستگی ها، باعث ایجاد اخلال در روند کار و ساختمان جوشکاری می گردند و ممکن است در فلز ناپیوستگی ها و نقص ها پایه، فلز جوش و منطقه متأثر از جوش اتفاق بیفتند. ناپیوستگی ها در یک قطعه جوشکاری که باعث افت کیفیت محصول می شوند ، نقص کار بشمار رفته و باید سریعا برطرف شوند، چراکه بعدا هنگام سرویس دهی قطعات جوش خورده ، شاهد بروز مشکل خواهیم بود.
دستگاه جوش آرگون :مشکلات و اقدامات اصلاحی
– ورود تنگستن
نوعی ناپیوستگی که تنها در فرآیند GTAW رخ می دهد، ورود تنگستن می باشد. هنگامیکه در این فرآیند از وسایل نامناسب استفاده شود، ذرات تنگستن می توانند از سطح الکترود جدا شده و وارد کار شوند، تعدادی از دلایل بروز این نقص عبارتند از:
۱. اتصال نوک الکترود با حوضچه جوش مذاب
٢. اتصال سیم جوش با نوک داغ الکترود
٣. آلودگی نوک الکترود توسط پاشش حوضچه جوش
۴. تجاوز از حد جریان مجاز برای سایز و نوک الکترود .
۵.خارج شدن الکترود از فاصله نرمال آن نسبت به الکترود گیر (مثلا در نازل های بلند) که باعث ایجاد گرمای زیاد در الکترود میشود.
۶. شل بودن الکترودگیر یاسه نظام .
۷. سرعت ناکافی گاز محافظ یا سرعت زیاد کوران باد که سبب اکسید شدن نوک الکترود می شود
۸- وجود شکاف یا ترک در الکترود
۹. استفاده از گازهای محافظ نامناسبی چون: ترکیبات آرگون – دی اکسیدکربن یا آرگون – اکسیژن که مخصوص به استفاده در فرآیند GMAW هستند.
در صورت تشخیص علت عیب و آموزش دیده بودن جوشکار، مراحل اصلاحی واضح هستند.
محافظت ناکافی
ناپیوستگی های مرتبط با فقدان گاز محافظ خنثی، عبارتند از:
ورود تنگستن که قبلا توضیح داه شده السبت، ذوب ناقص، ورود اکسید و غشای اکسیدی و ترک در کار
احتمال رخ دادن این مشکلات ، مستقیما با خصوصیات فلز جوش در ارتباط است .
خصوصیات مکانیکی تیتانیوم آلومینیوم، نیکل و آلیاژهای مستحکم فولاد، در نبود گاز محافظ آسیب می بینند.
کیفیت گاز محافظ را می توان قبل از کار ارزیابی نمود.
بدین صورت که یک جوش نقطه ای ایجاد میکنیم .
شارش گاز را تا خنک شدن جوش و رسیدن به درجه حرارت پائین ادامه می دهیم.
اگر محافظت درست صورت گرفته باشد ، یک نقطه نقره ای رنگ شفاف مشاهده می شود.
در هنگام جوشکاری آرگون و کار با دستگاه جوش خانگی باید به رعایت تمامی نکات ایمنی توجه ویژه داشت . تا ازعوارض جوشکاری آرگون مصون بمانید. برای دریافت جزوه جوشکاری آرگون pdf روی لینک زیر کلیک نمایید. بهترین مارک دستگاه جوش اینورتر از جمله دستگاه جوش توسن ودستگاه جوش پلی اتیلن و… را در فروشگاه ما بیابید.
بدلیل نیاز به امتیاز دادن شما کاربران گرامی در صورت مفید واقع شدن مطالب فروشگاه اینترنتی کالای ساختمانی سولوس مارکت از شما خواهشمند است با فشردن دکمه گوگل پلاس ما را دنبال نمایید. و به صفحه ما امتیاز دهید.
فایل pdf